

1. Egenskaper hos aluminium och aluminiumlegeringar av speciella precisionsextruderingsmaterial
Denna typ av produkt har en speciell form, tunn väggtjocklek, låg vikt per enhet och mycket strikta toleranskrav. Sådana produkter kallas vanligtvis precisions- (eller ultraprecisions-) profiler (rör) av aluminiumlegering, och tekniken för att tillverka sådana produkter kallas precisions- (eller ultraprecisions-) extrudering.
De viktigaste egenskaperna hos aluminiumlegeringar med speciell precision (eller ultraprecision) är:
(1) Det finns många varianter, små partier, och de flesta är specialextruderingsmaterial, som används i nästan alla samhällsskikt och alla aspekter av människors liv, inklusive alla extruderingsprodukter, såsom rör, stänger, profiler och trådar, med olika legeringar och tillstånd. På grund av dess lilla tvärsnitt, tunna väggtjocklek, låga vikt och små partier är det i allmänhet inte lätt att organisera produktionen.
(2) Komplicerade former och speciella konturer, mestadels formade, platta, breda, vingförsedda, tandade, porösa profiler eller rör. Ytan per volymenhet är stor och produktionstekniken är komplicerad.
(3) Bred tillämpning, speciella prestanda- och funktionskrav. För att uppfylla produktens användningskrav har många legeringstillstånd valts ut, vilket täcker nästan alla legeringar från 1××× till 8×××-serien och dussintals behandlingstillstånd, med högt tekniskt innehåll.
(4) Utsökt utseende och tunn väggtjocklek, vanligtvis mindre än 0,5 mm, vissa når till och med cirka 0,1 mm, vikten per meter är bara några gram till tiotals gram, men längden kan nå flera meter, eller till och med hundratals meter.
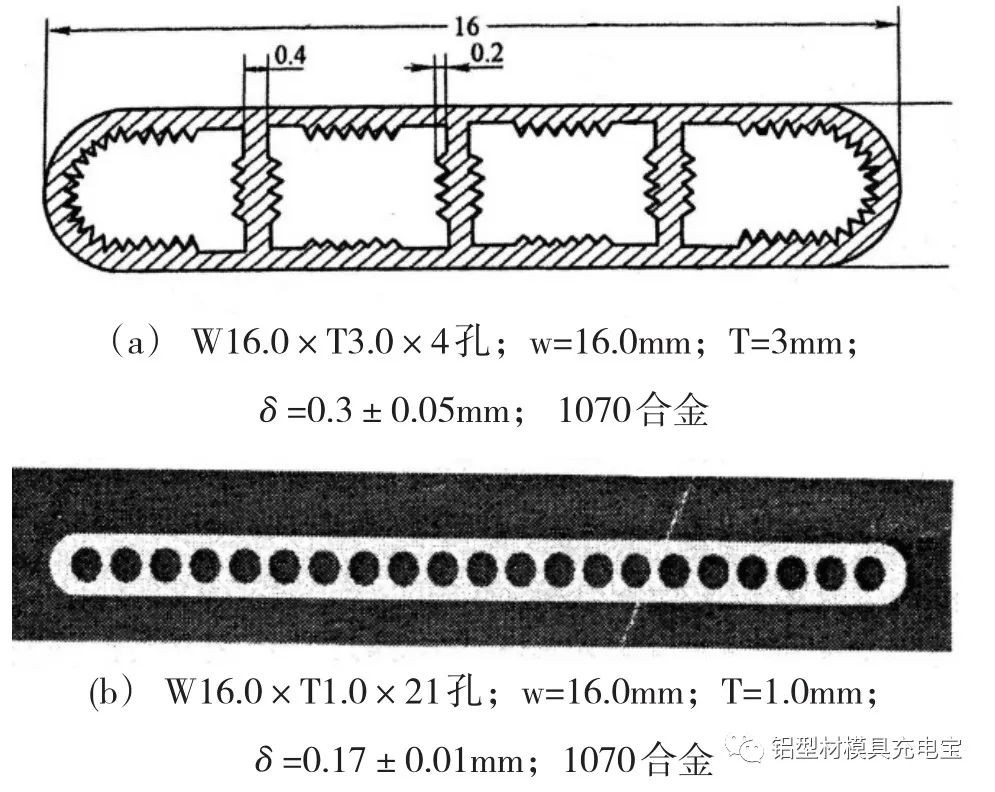
5) Kraven på dimensionsnoggrannhet och geometrisk tolerans för profilen är mycket strikta. Generellt sett är toleranserna för små precisionsprofiler av aluminiumlegering mer än dubbelt så strikta som specialkvalitetstoleranserna i JIS-, GB- och ASTM-standarder. Väggtjocklekstoleransen för allmänna precisionsprofiler av aluminiumlegering måste vara mellan ±0,04 mm och 0,07 mm, medan sektionsstorlekstoleransen för ultraprecisionsprofiler av aluminiumlegering kan vara så hög som ±0,01 mm. Till exempel är vikten på precisionsaluminiumprofilen som används för potentiometern 30 g/m², och toleransintervallet för sektionsstorleken är ±0,07 mm. Tvärsnittstoleransen för precisionsaluminiumprofiler för vävstolar är ±0,04 mm, vinkelavvikelsen är mindre än 0,5° och böjningsgraden är 0,83×L. Ett annat exempel är det högprecisions ultratunna platta röret för bilar, med en bredd på 20 mm, en höjd på 1,7 mm, en väggtjocklek på 0,17 ± 0,01 mm och 24 hål, vilka är typiska ultraprecisionsprofiler av aluminiumlegering.
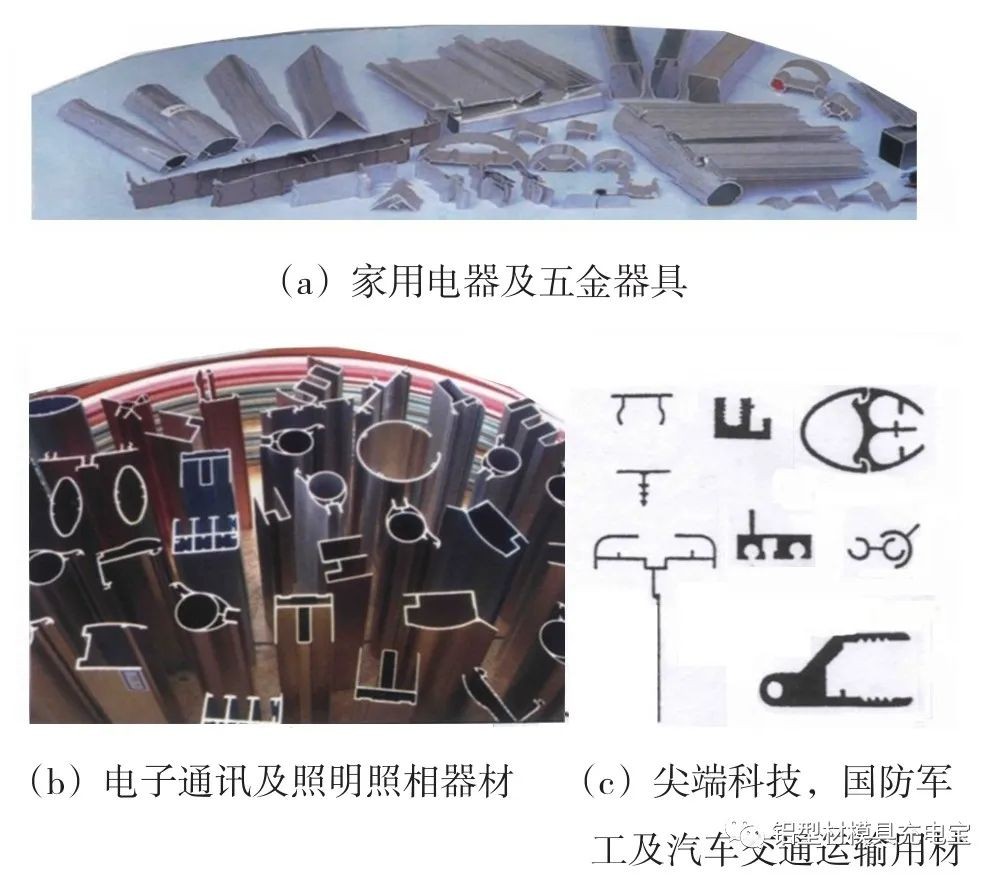
(6) Den har ett högt tekniskt innehåll och är mycket svår att producera, och har särskilda krav på extruderingsutrustning, verktyg, ämnen och produktionsprocesser. Figur 1 är ett exempel på sektionen av några små precisionsprofiler av aluminiumlegering.
2. Klassificering av precisionsextruderingsmaterial av aluminiumlegering
Precisions- eller ultraprecisionsprofiler av aluminiumlegering används ofta inom elektroniska instrument, kommunikationsutrustning och spetsvetenskap, nationellt försvar och militärindustri, precisionsmekaniska instrument, svagströmsutrustning, flyg- och rymdindustrin, kärnkraftsindustrin, energi- och kraftindustrin, ubåtar och fartyg, bilar och transportverktyg, medicinsk utrustning, hårdvaruverktyg, belysning, fotografi och elektroniska apparater. Generellt sett kan precisions- eller ultraprecisionsprofiler av aluminiumlegering delas in i två kategorier beroende på deras utseendeegenskaper: den första kategorin är profiler med små dimensioner. Denna typ av profil kallas även ultraliten profil eller miniform. Dess totala storlek är vanligtvis bara några millimeter, den minsta väggtjockleken är mindre än 0,5 mm och enhetsvikten är flera gram till tiotals gram per meter. På grund av deras lilla storlek krävs vanligtvis snäva toleranser. Till exempel är toleransen för tvärsnittsdimensioner mindre än ±0,05 mm. Dessutom är kraven på rakhet och vridning hos extruderade produkter också mycket strikta.
Den andra typen är profiler som inte har särskilt liten tvärsnittsstorlek men kräver mycket strikta dimensionstoleranser, eller profiler som har en komplex tvärsnittsform och tunn väggtjocklek trots att tvärsnittsstorleken är stor. Figur 2 visar det specialformade röret (industriell ren aluminium) som extruderats av ett japanskt företag på en 16,3MN horisontell hydraulpress med en speciell delad form för en bilkondensor för luftkonditionering. Svårigheten med extruderingsformning av denna typ av profil är inte mindre än den för den förstnämnda typen av ultraliten profil. Extruderade profiler med stor tvärsnittsstorlek och mycket strikta toleranskrav kräver inte bara avancerad formdesignteknik, utan kräver också strikt hanteringsteknik för hela produktionsprocessen från råmaterial till färdig produkt.
Sedan början av 1980-talet har extrudering av små och ultrasmå profiler utvecklats snabbt, tack vare den praktiska tillämpningen av Conforms kontinuerliga extruderingsteknik och utvecklingen av industriell teknik. Men på grund av olika orsaker, såsom utrustningsbegränsningar, produktkvalitetskrav och framsteg inom extruderingstekniken, står produktionen av små profiler på konventionell extruderingsutrustning fortfarande för en stor andel. Figur 2 visar precisionsprofilerna för extrudering av konventionella delade formar. Formens livslängd (särskilt shuntbryggans och formens kärnas styrka och slitstyrka) och materialflödet under extrudering blir de viktigaste faktorerna som påverkar dess produktion. Detta beror på att vid extrudering av profilen är formkärnans storlek liten och formen komplex, och styrka och slitstyrka är viktiga faktorer som påverkar formens livslängd. Formens livslängd påverkar direkt produktionskostnaden. Å andra sidan har många precisionsprofiler tunna väggar och komplexa former, och materialflödet under extruderingsprocessen påverkar direkt profilernas form och dimensionsnoggrannhet.
För att förhindra att oxidfilmen och oljan på ämnets yta tränger in i produkten och för att säkerställa produktens jämnhet och tillförlitlighet, kan ämnet som värmts upp till den inställda temperaturen skalas av före extrudering (kallas varm skalning) och sedan snabbt placeras i extruderingscylindern för extrudering. Samtidigt bör den extruderade packningen hållas ren för att förhindra att olja och smuts fastnar på packningen under processen att avlägsna övertryck efter en extrudering och installera packningen i nästa extrudering.
Enligt sektionens dimensionsnoggrannhet och form- och positionstolerans kan specialprecisionsprofiler av aluminiumlegering delas in i specialprecisionsprofiler av aluminiumlegering och små (miniatyr) profiler av ultrahög precision i aluminiumlegering. I allmänhet överstiger noggrannheten nationella standarder (såsom GB, JIS, ASTM, etc.). Ultrahög precision kallas specialprecisionsprofiler av aluminiumlegering. Till exempel, om dimensionstoleransen är över ±0,1 mm, ligger väggtjocklekstoleransen för den trasiga ytan inom ±0,05 mm ~ ±0,03 mm för profiler och rör.
När dess noggrannhet är mer än dubbelt så hög som den nationella standarden för ultrahög precision kallas den för en liten (miniatyr) ultrahög precisionsprofil i aluminiumlegering, såsom en formtolerans på ±0,09 mm och en väggtjocklekstolerans på ±0,03 mm ~ ±0,01 mm för en liten (miniatyr) profil eller ett rör.
3. Utvecklingsmöjligheter för specialprecisionsextruderingsmaterial av aluminium och aluminiumlegeringar
År 2017 översteg produktionen och försäljningen av aluminiumbearbetningsmaterial i världen 6000 kt/a, varav produktionen och försäljningen av extruderingsmaterial av aluminium och aluminiumlegeringar översteg 25000 kt/a, vilket motsvarar mer än 40 % av den totala produktionen och försäljningen av aluminium. Medelstora extruderade aluminiumstänger stod för 90 %, varav allmänna profiler och stänger samt små och medelstora profiler för civila byggnader stod för mer än 80 % av stången, medan stora och medelstora profiler och specialspecialprofiler och stänger endast stod för cirka 15 %. Rör står för cirka 8 % av det extruderade materialet av aluminiumlegering, medan formade rör och specialspecialrör endast står för cirka 20 % av rören. Av ovanstående framgår att den största produktionen och försäljningen av extruderingsmaterial av aluminium och aluminiumlegeringar, och de mest använda, är små och medelstora profiler, stänger och rör för civila byggnader. Specialprofiler, stänger och rör står endast för cirka 15 %. De viktigaste egenskaperna hos sådana produkter är: med speciella funktioner eller prestanda; avsedda för ett visst ändamål; Stora eller små specifikationsstorlekar; extremt höga dimensionsnoggrannhets- eller ytkrav. Därför är variationen större och batchen mindre, behovet av att öka specialprocesser eller lägga till specialutrustning och verktyg, produktionen är svår och det tekniska innehållet är högt, produktionskostnaden ökar och mervärdet ökar.
Med vetenskapens och teknikens framsteg och den kontinuerliga förbättringen av människors levnadsstandard har allt högre krav ställts på produktion, kvalitet och variation av aluminium- och aluminiumlegeringsextruderingsprodukter. Särskilt under senare år har framväxten av produktpersonalisering främjat utvecklingen av specialprofiler och rör med personliga egenskaper och specifika användningsområden.
Ultraprecisionsprofiler används ofta inom elektroniska instrument, kommunikation, post- och telekommunikationsutrustning, precisionsmaskiner, precisionsinstrument, svagströmsutrustning, flyg- och rymdfart, atomubåtar och fartyg, bilindustrin och andra områden där små, tunnväggiga och mycket precisa delar har små sektioner. Vanligtvis är toleranskraven mycket strikta, till exempel är toleransen för sektionskonturstorlek mindre än ±0,10 mm och toleransen för väggtjocklek mindre än ±0,05 mm. Dessutom är toleranserna för planhet, vridning och andra form- och positionstoleranser för extruderade produkter också mycket strikta. Dessutom är kraven på utrustning, form och process för speciella små ultraprecisionsprofiler av aluminiumlegering mycket strikta. På grund av den snabba utvecklingen av modern industri, banbrytande nationella försvars- och vetenskapliga forskning och andra företag samt förbättringen av graden av personalisering, har antalet, variationen och kvaliteten på små ultraprecisionsprofiler blivit allt högre. Även om många högkvalitativa små ultraprecisionsprofiler i aluminiumlegering har utvecklats och producerats under senare år, kan de fortfarande inte möta marknadens behov. I synnerhet finns det fortfarande en stor skillnad mellan den inhemska tekniken och utrustningen för produktion av små ultraprecisionsprofiler i aluminiumlegering och den internationella avancerade nivån, vilket inte kan möta den inhemska och utländska marknadens efterfrågan och måste komma ikapp.
4. Slutsats
Precisionsextrudering av aluminium och aluminiumlegeringar (profiler och rör) har komplex form, tunn väggtjocklek, mycket höga dimensionstoleranser och form- och positionsnoggrannhetskrav. Produktionstekniken är svår att uppnå med högkvalitativa material. Materialet är ett oumbärligt nyckelmaterial för den nationella ekonomin och det nationella försvaret, med ett mycket brett användningsområde och lovande utvecklingsmöjligheter. Produktionen av denna produkt har särskilda krav på verktyg, extruderingsutrustning och extruderingsprocess. En rad viktiga tekniska problem måste lösas för att få fram utmärkta produkter i batcher.
Redigerad av May Jiang från MAT Aluminum
Publiceringstid: 7 april 2024



