

1. Introduktion
Lättviktstekniken inom fordonsindustrin började i utvecklade länder och leddes initialt av traditionella biljättar. Med kontinuerlig utveckling har den fått betydande momentum. Från den tidpunkt då indianerna först använde aluminiumlegering för att producera vevaxlar till Audis första massproduktion av helaluminiumbilar 1999, har aluminiumlegering sett en kraftig tillväxt inom fordonsindustrin tack vare dess fördelar som låg densitet, hög specifik hållfasthet och styvhet, god elasticitet och slagtålighet, hög återvinningsbarhet och hög regenereringshastighet. År 2015 hade andelen aluminiumlegeringar i bilar redan överstigit 35 %.
Kinas lättviktsteknik för fordon började för mindre än 10 år sedan, och både tekniken och tillämpningsnivån ligger efter utvecklade länder som Tyskland, USA och Japan. Men med utvecklingen av nya energifordon går materiallättviktningen snabbt framåt. Genom att utnyttja ökningen av nya energifordon visar Kinas teknik för lättviktsteknik för fordon en trend att komma ikapp utvecklade länder.
Kinas marknad för lättviktsmaterial är enorm. Å ena sidan, jämfört med utvecklade länder utomlands, började Kinas lättviktsteknik sent, och fordonens totala tjänstevikt är högre. Med tanke på riktmärket för lättviktsmaterials andel i utlandet finns det fortfarande gott om utrymme för utveckling i Kina. Å andra sidan, driven av politik, kommer den snabba utvecklingen av Kinas nya energifordonsindustri att öka efterfrågan på lättviktsmaterial och uppmuntra bilföretag att gå mot lättviktsteknik.
Förbättringen av utsläpps- och bränsleförbrukningsstandarder tvingar fram en acceleration av lättviktstekniken i fordonsindustrin. Kina implementerade fullt ut China VI-utsläppsstandarderna år 2020. Enligt "Evaluation Method and Indicators for Fuel Consumption of Personbilar" och "Energy Saving and New Energy Vehicle Technology Roadmap" är bränsleförbrukningsstandarden 5,0 l/km. Med tanke på det begränsade utrymmet för betydande genombrott inom motorteknik och utsläppsminskning kan åtgärder för att lätta fordonskomponenter effektivt minska fordonsutsläpp och bränsleförbrukning. Lättviktstekniken i nya energifordon har blivit en viktig väg för branschens utveckling.
År 2016 utfärdade China Automotive Engineering Society en färdplan för energibesparing och ny energifordonsteknik, som planerade faktorer som energiförbrukning, räckvidd och tillverkningsmaterial för nya energifordon från 2020 till 2030. Lättviktsteknik kommer att vara en viktig inriktning för den framtida utvecklingen av nya energifordon. Lättviktsteknik kan öka räckvidden och hantera "räckviddsångest" hos nya energifordon. Med den ökande efterfrågan på utökad räckvidd blir lättviktstekniken i fordon brådskande, och försäljningen av nya energifordon har ökat avsevärt de senaste åren. Enligt kraven i poängsystemet och "Mellanlånga till långsiktiga utvecklingsplanen för fordonsindustrin" uppskattas det att Kinas försäljning av nya energifordon kommer att överstiga 6 miljoner enheter år 2025, med en genomsnittlig årlig tillväxttakt på över 38 %.
2. Egenskaper och tillämpningar av aluminiumlegeringar
2.1 Egenskaper hos aluminiumlegering
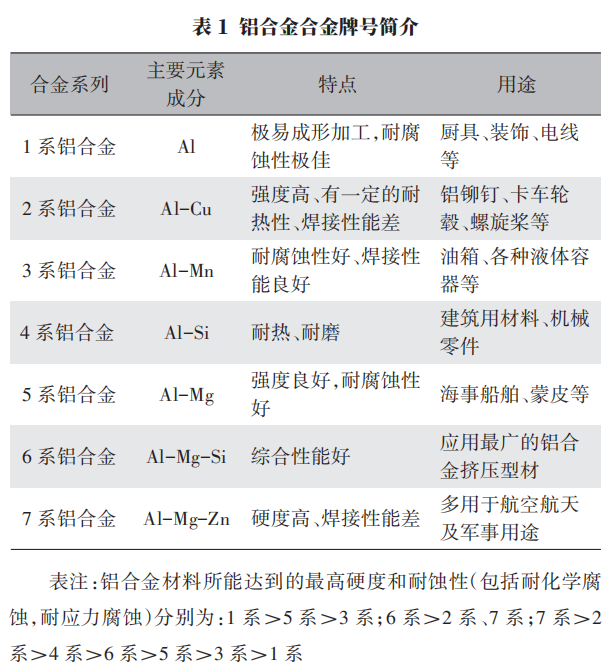
Aluminiums densitet är en tredjedel av ståls, vilket gör det lättare. Det har högre specifik hållfasthet, god extruderingsförmåga, stark korrosionsbeständighet och hög återvinningsbarhet. Aluminiumlegeringar kännetecknas av att de huvudsakligen består av magnesium, uppvisar god värmebeständighet, goda svetsegenskaper, god utmattningshållfasthet, oförmåga att förstärkas genom värmebehandling och förmågan att öka hållfastheten genom kallbearbetning. 6-serien kännetecknas av att de huvudsakligen består av magnesium och kisel, med Mg2Si som huvudsaklig förstärkningsfas. De mest använda legeringarna i denna kategori är 6063, 6061 och 6005A. 5052 aluminiumplåt är en AL-Mg-serie aluminiumplåt med magnesium som huvudlegeringselement. Det är den mest använda rostskyddande aluminiumlegeringen. Denna legering har hög hållfasthet, hög utmattningshållfasthet, god plasticitet och korrosionsbeständighet, kan inte förstärkas genom värmebehandling, har god plasticitet vid halvkallhärdning, låg plasticitet vid kallhärdning, god korrosionsbeständighet och goda svetsegenskaper. Den används huvudsakligen för komponenter som sidopaneler, takbeklädnader och dörrpaneler. Aluminiumlegering 6063 är en värmebehandlingsbar förstärkningslegering i AL-Mg-Si-serien, med magnesium och kisel som huvudsakliga legeringselement. Det är en värmebehandlingsbar förstärkningsprofil av aluminiumlegering med medelhög hållfasthet, som huvudsakligen används i strukturella komponenter som pelare och sidopaneler för att öka hållfastheten. En introduktion till aluminiumlegeringskvaliteter visas i tabell 1.
2.2 Extrudering är en viktig formningsmetod för aluminiumlegering
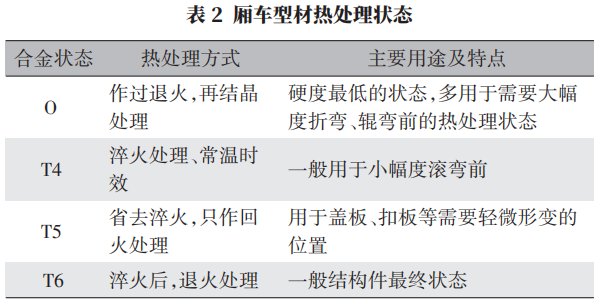
Extrudering av aluminiumlegering är en varmformningsmetod, och hela produktionsprocessen involverar formning av aluminiumlegering under trevägs tryckspänning. Hela produktionsprocessen kan beskrivas enligt följande: a. Aluminium och andra legeringar smälts och gjuts till de önskade aluminiumlegeringsämnena; b. De förvärmda ämnena placeras i extruderingsutrustningen för extrudering. Under inverkan av huvudcylindern formas aluminiumlegeringsämnet till de önskade profilerna genom formens hålighet; c. För att förbättra de mekaniska egenskaperna hos aluminiumprofilerna utförs lösningsbehandling under eller efter extrudering, följt av åldringsbehandling. De mekaniska egenskaperna efter åldringsbehandling varierar beroende på olika material och åldringsmetoder. Värmebehandlingsstatusen för lådformade lastbilsprofiler visas i tabell 2.
Extruderade produkter av aluminiumlegering har flera fördelar jämfört med andra formningsmetoder:
a. Under extrudering får den extruderade metallen en starkare och mer enhetlig trevägstryckspänning i deformationszonen än vid valsning och smidning, så den kan fullt ut utnyttja den bearbetade metallens plasticitet. Den kan användas för att bearbeta svårdeformerade metaller som inte kan bearbetas genom valsning eller smidning och kan användas för att tillverka olika komplexa ihåliga eller solida tvärsnittskomponenter.
b. Eftersom geometrin hos aluminiumprofiler kan varieras har deras komponenter hög styvhet, vilket kan förbättra fordonskarossens styvhet, minska dess NVH-egenskaper och förbättra fordonets dynamiska styregenskaper.
c. Produkter med extruderingseffektivitet har, efter kylning och åldring, betydligt högre längsgående hållfasthet (R, Raz) än produkter bearbetade med andra metoder.
d. Ytan på produkterna efter extrudering har god färg och god korrosionsbeständighet, vilket eliminerar behovet av annan korrosionsskyddande ytbehandling.
e. Extruderingsbearbetning har stor flexibilitet, låga verktygs- och formkostnader samt låga kostnader för designändringar.
f. Tack vare kontrollerbarheten hos tvärsnitten av aluminiumprofiler kan graden av komponentintegration ökas, antalet komponenter kan minskas och olika tvärsnittsdesigner kan uppnå exakt svetspositionering.
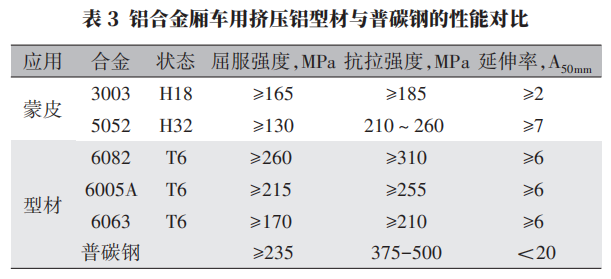
Prestandajämförelsen mellan extruderade aluminiumprofiler för lådbilar och obehandlat kolstål visas i tabell 3.
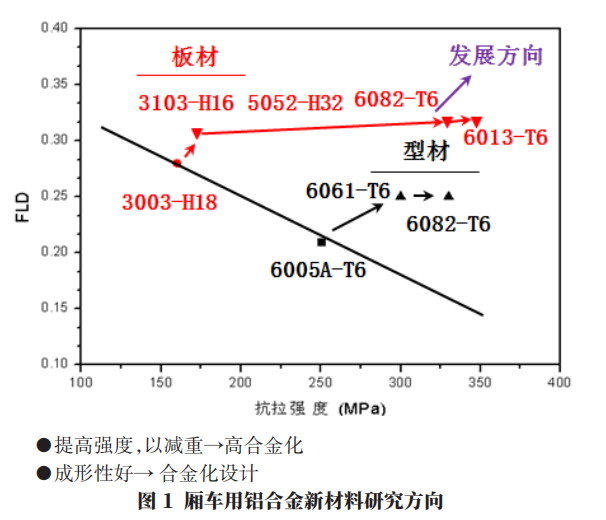
Nästa utvecklingsriktning för aluminiumlegeringsprofiler för lådlastbilar: Ytterligare förbättring av profilstyrkan och extruderingsprestanda. Forskningsriktningen för nya material för aluminiumlegeringsprofiler för lådlastbilar visas i figur 1.
3. Struktur, hållfasthetsanalys och verifiering av skåpbilar i aluminiumlegering
3.1 Lastbilskonstruktion av aluminiumlegering
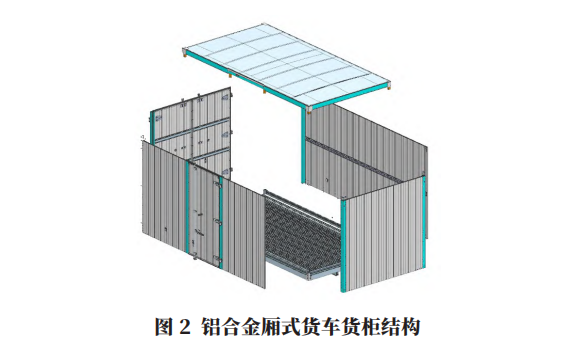
Skåpbilscontainern består huvudsakligen av frontpanelmontering, vänster och höger sidopanelmontering, bakdörrs sidopanelmontering, golvmontering, takmontering, samt U-formade bultar, sidoskydd, bakskydd, stänkskydd och andra tillbehör som är anslutna till andra klassens chassit. Skåpbilens tvärbalkar, pelare, sidobalkar och dörrpaneler är tillverkade av extruderade profiler av aluminiumlegering, medan golv- och takpanelerna är tillverkade av plana plattor av 5052 aluminiumlegering. Strukturen hos skåpbilen av aluminiumlegering visas i figur 2.
Med hjälp av varm extruderingsprocessen av 6-seriens aluminiumlegering kan komplexa ihåliga tvärsnitt bildas. En design av aluminiumprofiler med komplexa tvärsnitt kan spara material, uppfylla kraven på produktstyrka och styvhet samt uppfylla kraven på ömsesidig anslutning mellan olika komponenter. Därför visas huvudbalkens designstruktur och sektionsmässiga tröghetsmoment I och motståndsmoment W i figur 3.
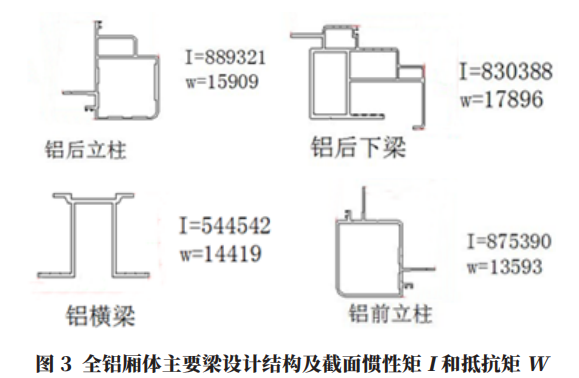
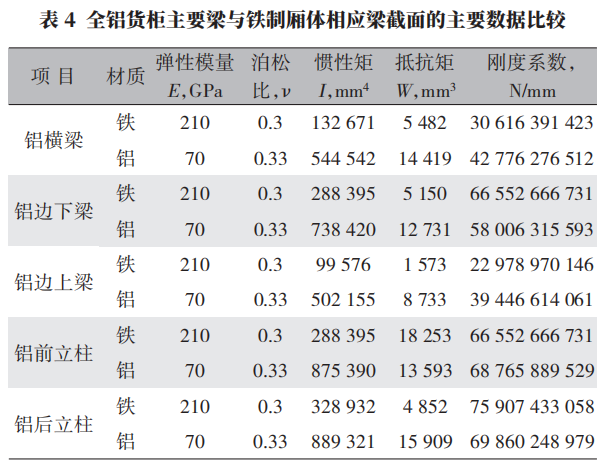
En jämförelse av huvuddata i tabell 4 visar att tröghetsmomenten och motståndsmomenten för den konstruerade aluminiumprofilen är bättre än motsvarande data för den järntillverkade balkprofilen. Styvhetskoefficientdata är ungefär desamma som för motsvarande järntillverkade balkprofil, och alla uppfyller deformationskraven.
3.2 Beräkning av maximal spänning
Med den viktigaste lastbärande komponenten, tvärbalken, som objekt beräknas den maximala spänningen. Den nominella belastningen är 1,5 t, och tvärbalken är tillverkad av en 6063-T6 aluminiumlegeringsprofil med mekaniska egenskaper som visas i tabell 5. Balken är förenklad som en utskjutande konstruktion för kraftberäkning, såsom visas i figur 4.
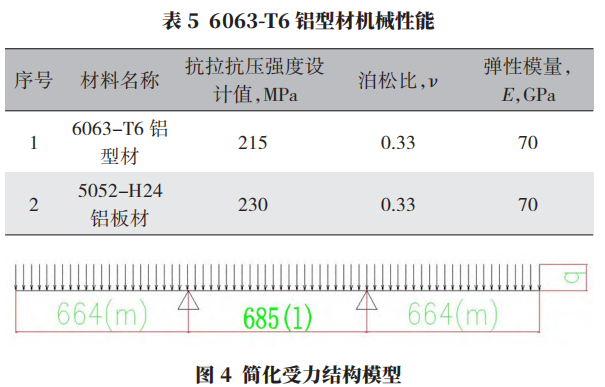
Med en balk med ett spann på 344 mm beräknas trycklasten på balken som F=3757 N baserat på 4,5 t, vilket är tre gånger den statiska standardlasten. q=F/L
där q är balkens inre spänning under lasten, N/mm; F är den last som balken bär, beräknad utifrån 3 gånger den statiska standardlasten, vilket är 4,5 t; L är balkens längd, mm.
Därför är den inre spänningen q:

Formeln för stressberäkning är följande:

Det maximala momentet är:

Med momentets absoluta värde, M=274283 N·mm, maximal spänning σ=M/(1,05×w)=18,78 MPa och maximal spänningsvärde σ<215 MPa, uppfyller vi kraven.
3.3 Anslutningsegenskaper för olika komponenter
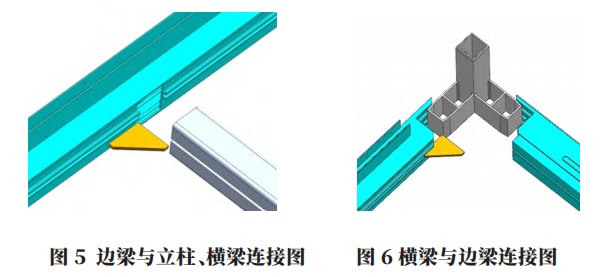
Aluminiumlegering har dåliga svetsegenskaper och dess svetspunktshållfasthet är endast 60 % av basmaterialets hållfasthet. På grund av att aluminiumlegeringens yta täcks av ett lager av Al2O3 är smältpunkten för Al2O3 hög, medan smältpunkten för aluminium är låg. När aluminiumlegering svetsas måste Al2O3 på ytan brytas snabbt för att svetsningen ska kunna utföras. Samtidigt kommer rester av Al2O3 att finnas kvar i aluminiumlegeringslösningen, vilket påverkar aluminiumlegeringens struktur och minskar hållfastheten hos aluminiumlegeringens svetspunkt. Därför beaktas dessa egenskaper fullt ut vid konstruktion av en behållare helt i aluminium. Svetsning är den huvudsakliga positioneringsmetoden och de huvudsakliga lastbärande komponenterna är sammankopplade med bultar. Anslutningar som nitning och laxstjärtsstruktur visas i figur 5 och 6.
Huvudstrukturen på den heltäckande aluminiumlådan har en struktur med horisontella balkar, vertikala pelare, sidobalkar och kantbalkar som är sammankopplade med varandra. Det finns fyra anslutningspunkter mellan varje horisontell balk och vertikal pelare. Anslutningspunkterna är försedda med tandade packningar som griper in i den horisontella balkens tandade kant, vilket effektivt förhindrar glidning. De åtta hörnpunkterna är huvudsakligen sammankopplade med stålkärninsatser, fixerade med bultar och självlåsande nitar, och förstärkta med 5 mm triangulära aluminiumplattor svetsade inuti lådan för att förstärka hörnpositionerna invändigt. Lådans yttre utseende har inga svetsningar eller exponerade anslutningspunkter, vilket säkerställer lådans övergripande utseende.
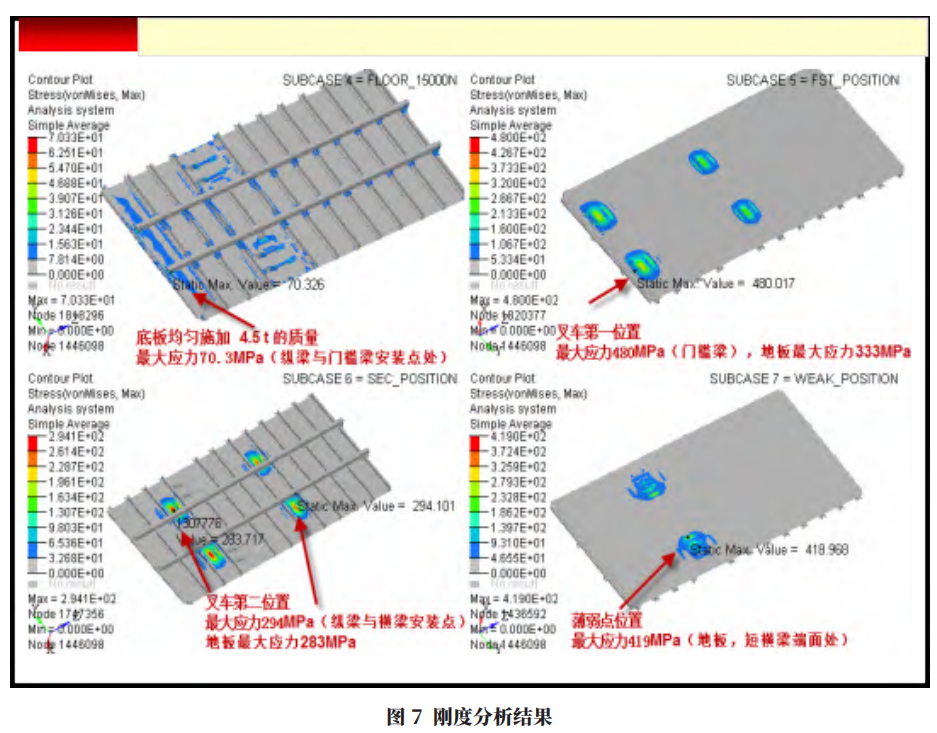
3.4 SE Synkron teknik
SE synkron ingenjörsteknik används för att lösa problem som orsakas av stora ackumulerade storleksavvikelser för matchande komponenter i lådkroppen och svårigheterna att hitta orsakerna till sprickor och planhetsfel. Genom CAE-analys (se figur 7-8) utförs en jämförande analys med lådkroppar tillverkade av järn för att kontrollera lådkroppens totala styrka och styvhet, hitta svaga punkter och vidta åtgärder för att optimera och förbättra konstruktionsschemat mer effektivt.
4. Lättviktseffekt av aluminiumlegeringslastbil
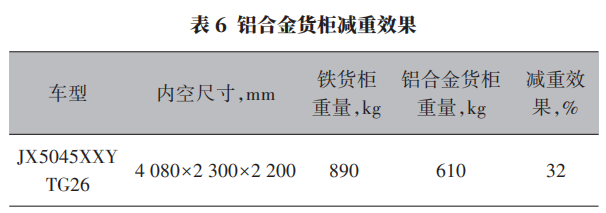
Förutom lådkonstruktionen kan aluminiumlegeringar användas för att ersätta stål för olika komponenter i lådformade lastbilscontainrar, såsom stänkskärmar, bakskydd, sidoskydd, dörrlås, dörrgångjärn och bakre stänkskydd, vilket ger en viktminskning på 30 % till 40 % för lastutrymmet. Viktminskningseffekten för en tom lastcontainer på 4080 mm × 2300 mm × 2200 mm visas i tabell 6. Detta löser i grunden problemen med överdriven vikt, bristande efterlevnad av tillkännagivanden och regelmässiga risker med traditionella lastutrymmen av järn.
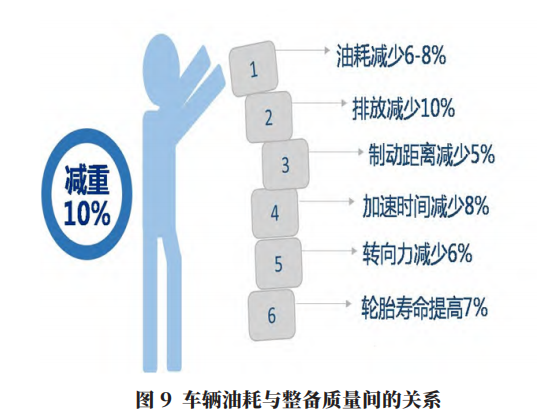
Genom att ersätta traditionellt stål med aluminiumlegeringar för bilkomponenter kan man inte bara uppnå utmärkta lättviktseffekter, utan det kan också bidra till bränslebesparingar, utsläppsminskning och förbättrad fordonsprestanda. För närvarande finns det olika åsikter om viktminskningens bidrag till bränslebesparingar. Forskningsresultaten från International Aluminium Institute visas i figur 9. Varje 10 % minskning av fordonsvikten kan minska bränsleförbrukningen med 6 % till 8 %. Baserat på inhemsk statistik kan en minskning av vikten på varje personbil med 100 kg minska bränsleförbrukningen med 0,4 l/100 km. Bidraget från viktminskning till bränslebesparingar baseras på resultat från olika forskningsmetoder, så det finns en viss variation. Bilindustrins lättvikt har dock en betydande inverkan på att minska bränsleförbrukningen.
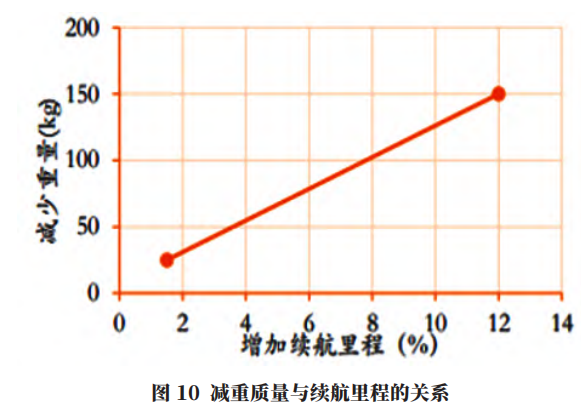
För elfordon är lättviktseffekten ännu mer uttalad. För närvarande skiljer sig enhetsenergitätheten hos elbilsbatterier avsevärt från den hos traditionella fordon med flytande bränsle. Vikten av kraftsystemet (inklusive batteriet) i elfordon står ofta för 20 % till 30 % av fordonets totala vikt. Samtidigt är det en global utmaning att bryta igenom prestandaflaskhalsen hos batterier. Innan det sker ett stort genombrott inom högpresterande batteriteknik är lättvikt ett effektivt sätt att förbättra räckvidden för elfordon. För varje 100 kg viktminskning kan räckvidden för elfordon ökas med 6 % till 11 % (förhållandet mellan viktminskning och räckvidd visas i figur 10). För närvarande kan räckvidden för rent elfordon inte tillgodose de flestas behov, men att minska vikten med en viss mängd kan avsevärt förbättra räckvidden, vilket minskar räckviddsångesten och förbättrar användarupplevelsen.
5. Slutsats
Förutom den heltäckande aluminiumkonstruktionen hos den skåpbil som presenteras i den här artikeln finns det olika typer av skåpbilar, såsom aluminiumbikakepaneler, aluminiumspännplattor, aluminiumramar + aluminiumskinn och järn-aluminiumhybridcontainrar. De har fördelarna med låg vikt, hög specifik hållfasthet och god korrosionsbeständighet, och kräver inte elektroforetisk färg för korrosionsskydd, vilket minskar miljöpåverkan från elektroforetisk färg. Skåpbilar i aluminium löser i grunden problemen med överdriven vikt, bristande efterlevnad av tillkännagivanden och regleringsrisker med traditionella järntillverkade lastutrymmen.
Extrudering är en viktig bearbetningsmetod för aluminiumlegeringar, och aluminiumprofiler har utmärkta mekaniska egenskaper, så komponenternas sektionsstyvhet är relativt hög. På grund av det variabla tvärsnittet kan aluminiumlegeringar uppnå en kombination av flera komponentfunktioner, vilket gör det till ett bra material för lättviktare i fordon. Den utbredda tillämpningen av aluminiumlegeringar står dock inför utmaningar som otillräcklig designkapacitet för lastutrymmen i aluminiumlegeringar, formnings- och svetsproblem samt höga utvecklings- och marknadsföringskostnader för nya produkter. Den främsta anledningen är fortfarande att aluminiumlegering kostar mer än stål innan återvinningsekologin för aluminiumlegeringar blir mogen.
Sammanfattningsvis kommer användningsområdet för aluminiumlegeringar i bilar att bli bredare och deras användning kommer att fortsätta öka. I de nuvarande trenderna inom energibesparing, utsläppsminskning och utvecklingen av den nya energifordonsindustrin, med den fördjupade förståelsen av aluminiumlegeringsegenskaper och effektiva lösningar på tillämpningsproblem inom aluminiumlegeringar, kommer aluminiumextruderingsmaterial att användas i allt större utsträckning för lättviktare i fordonsindustrin.
Redigerad av May Jiang från MAT Aluminum
Publiceringstid: 12 januari 2024



